- Supply Chain Strategy
- Supply Chain Network Design
- Inventory Management & EOQ
- Route Optimisation
- Distribution Logistics Tendering
- Fulfillment & Warehouse Logistics
- Last Mile Transport Tender
- eSCM & Supply Chain Analytics
Contact

Inventory Management - balancing OPEX, working capital and availability with the economic order quantity
The warehouse is well-stocked; when walking through the rows of shelves, some dusty shelves can be found; and the position “inventories” on the balance sheet is filled to bursting. Nevertheless, time and again, certain items are not available when they are needed – how can this be?
If you talk to managing directors and supply chain managers about inventory, availability and working capital, you often find a desire not to accumulate unnecessary inventory and to reduce either working capital or achieve maximum availability, but what remains unanswered is:
- Does the implementation strategy and approach find the right balance between availability, opex cost and working capital cost and is it being carried out effectively?
- Is there available transparency, facts, and figures that prove that working capital is being optimised without affecting availability below the targeted service level?
The impact of good inventory management on OPEX, availability and working capital can be immense – freed-up warehouse space can be used elsewhere, warehouse processes can become more efficient, and the cost and capital reduction can improve the company's bottom line.
- To understand the background and the present situation, we explore the tasks and functions of inventory management
- To review the relevant methodologies and procedures, we describe the 3-step process of inventory management and give advice on what to look out for
With two practical tips, we describe important tools and analyses that will help optimise your inventory management
What are the functions and tasks of inventory management?
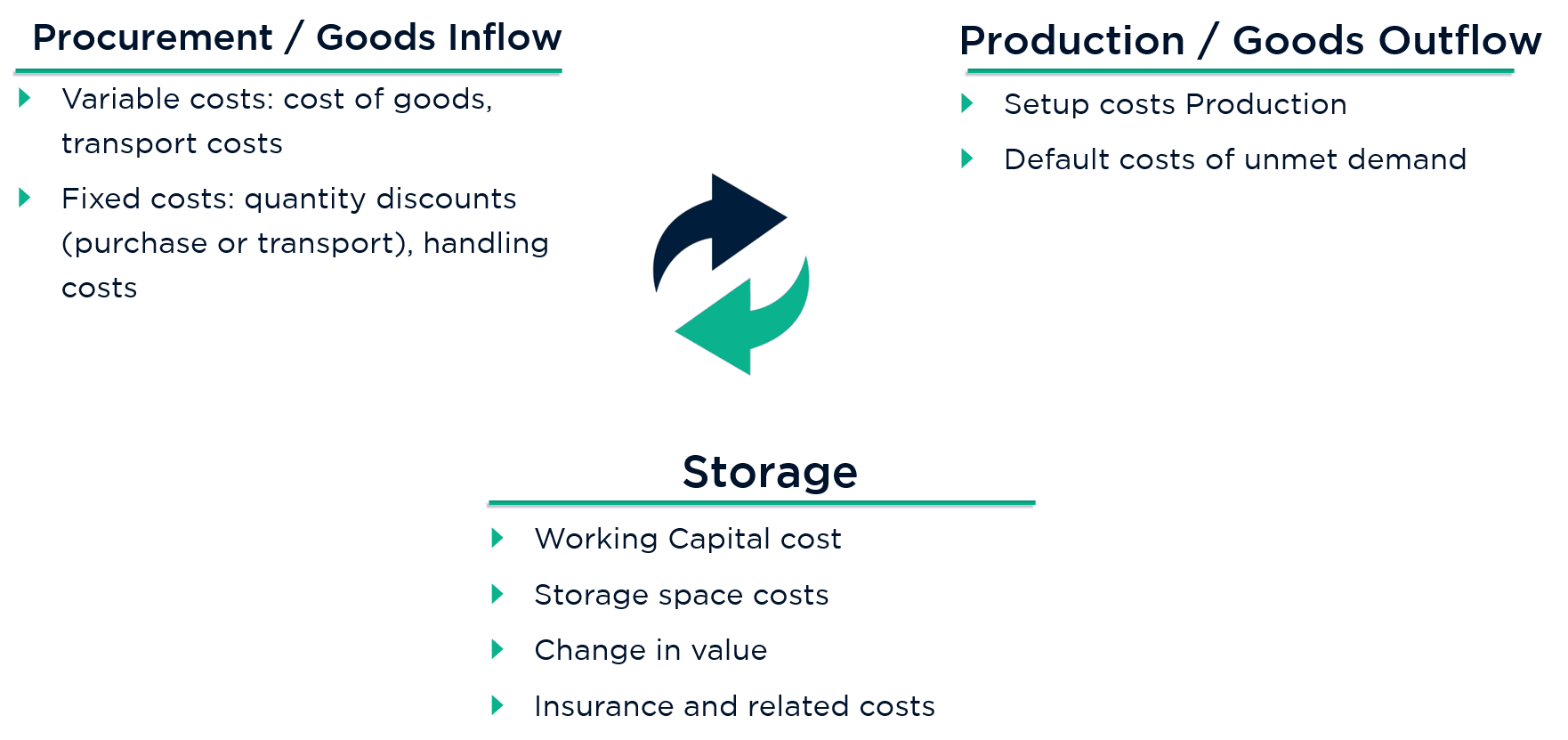
Inventory management is one of the core disciplines of supply chain management and has the purpose of ordering goods and materials and making them available in the optimum quantity, at the right place, and at the right time. Due to the difference in the timings, quantity and handling costs of a warehouse’s incoming and outgoing material flows, inventory fulfills a buffer function, so to speak.
What specific functions does the warehouse inventory fulfill? There are 5 essential functions, dependent on the company and objectives of the warehouse:
- Size degression or unit cost effects: This occurs when unit costs can be reduced in procurement, transport, or production by purchasing or using higher demand quantities (e.g. quantity discounts, utilisation of transport capacities, reduction of setup costs when increasing production lot sizes, etc.)
- Supply-demand bridging: If supply and demand diverge, for example due to seasonality or other cycles, inventory serves to act as a bridge to level out the gap between the two
- Process acceleration: When supply cannot be synchronised with item usage in the sales market or production, inventory helps meet demand quickly
- Speculation in case of expected price increases or low sales prices
- Protection against uncertainty when material inflow or outflow is different than expected
Such functions improve process efficiency or help with price hedging, but warehousing also generates costs: In addition to storage space costs, personnel costs, and the opportunity cost of the tied-up capital (working capital), warehousing entails additional risks due to changes in value or lack of demand. Optimising these costs and risks is another task of inventory management.
The costs and risks of inventory are always competing with the costs generated or prevented in the inflow and outflow of goods. This conflict of objectives represents a classic optimisation problem – and inventory management attempts to solve it.
Many companies seek to improve their inventory management or inventory planning through a targeted reduction of inventories under the prerequisite of at least maintaining availability at a certain service level and holding the associated customer satisfaction level. Depending on the circumstances, the wider supply chain strategy, and the overarching corporate strategy, a different approach might be more suitable and should be defined as such within the supply chain strategy.
In order to fulfill these tasks, operational inventory management follows a 3-step process: demand determination, inventory planning, and procurement planning.
In order to align inventory management with the set objectives or to evaluate and optimise an inventory system, it requires the specification of a target system. The formulated target system influences the company's ability to deliver and its costs. This is why it should be developed and defined together with the company's management team as part of the supply chain strategy.
Fundamentally, there are three distinct dimensions that should be described in a target system:
- Availability and service level define the ability to deliver in terms of quantity, timing, and quality
- Specifications of the internal rate for cost of capital and the resulting working capital or capital commitment limit the resources that are made available for stocking goods, materials, and products
- Inventory costs describe the costs that are continuously incurred in the context of storage (warehouse rent, personnel costs, ordering costs etc.)
In order to describe and define a target system, different scenarios have to be distinguished and considered:
- Do you evaluate one warehouse or the combination of all warehouses?
- Do you have a single-level warehousing structure or a multi-level warehousing structure (e.g. central warehouse that delivers local warehouses)?
- What purpose does the warehouse serve (staging warehouse, production warehouse, vendor-managed inventory, etc.)?
- Which supply chain or production and control concepts does the company pursue (Push vs. Pull principle, Kanban, Just-in-time)?
The specific as-is landscape must implicitly be taken into account during the alignment and evaluation of inventory management.
In order to ensure the defined alignment in operations, we recommend the development of appropriate warehouse KPIs. These should be specified together with the target system for inventory management. There are numerous warehouse KPIs, the most common of which are: average inventory, goods usage, inventory turnover, average storage time, warehouse interest rate, inventory and warehouse days of supply, and the warehouse cost rate.
What is the 3-step inventory management process and what are the key things to look out for?
The optimal stock level of an item depends on storage space, the timing and quantity of the demand, the upstream procurement availability and lead times, and the associated costs. In order to achieve the targets in terms of availability and costs under these conditions, decisions must be made on the optimum inventory level, order quantity, and order timing.
The 3-step inventory management process describes how these decisions can be made, what should be looked out for, and how the steps should differ for different items.
Step 1: Determination of demand / scheduling procedure – How much should be in stock, and when?
During demand planning one tries to predict when demand for a certain item will occur. A distinction is made between 3 fundamental starting situations and, at the same time, 3 different types of inventory planning methods.
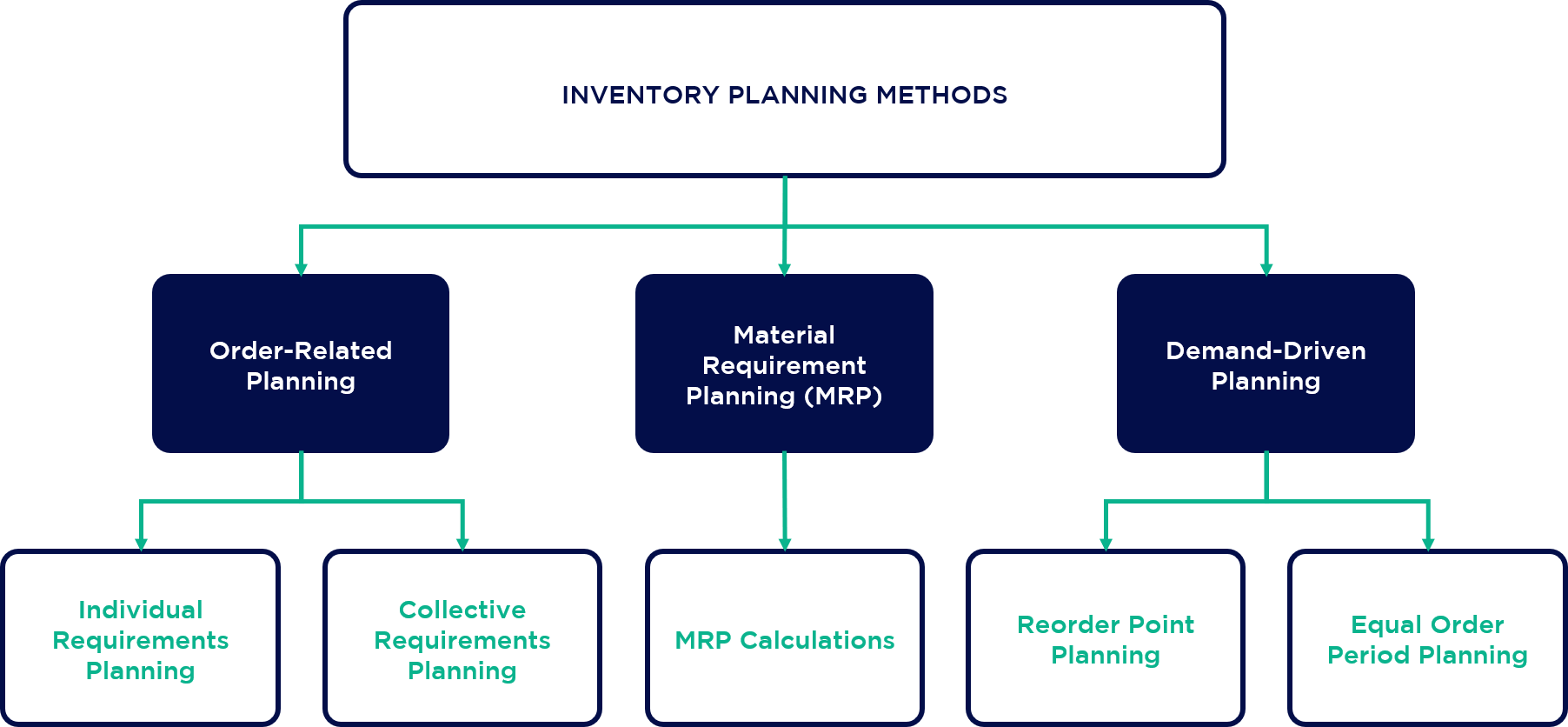
A) Order-related planning
In this case, the required item is ordered only at the time the order is received. The prerequisite is an appropriate delivery lead time and delivery availability of the relevant item so that the time and quantity requirements of the order can be met. Depending on its design, this type of scheduling procedure is labour-intensive, which is why it is usually used only for items with high inventory costs or very irregular demand. This method of demand determination is characterised by the fact that warehousing, from the perspective of item deliverability, can be virtually avoided and no forecast of the timing and quantity of demand is required. In shipbuilding, vehicle construction, special medicines, vaccinations, or customised glasses, most of the required items are not in stock and are procured only when an order is placed.
B) Material requirement planning (MRP)
In the case of programme-bound or deterministic demand, the primary demand for products is known in terms of quantity and timings at the point of delivery. This is also referred to as a dependent or coordinated system, since the secondary demand for upstream items can be derived from the primary demand.
This situation exists, for example, for products that are produced according to a predefined production plan (Material Requirements Planning) or that are required in specific customer orders (Distributions Requirements Planning). The dependent requirements for upstream items can then be calculated systemically according to defined bills of material. This procedure is suitable if advance planning allows sufficient time for procurement, bills of materials are accurately maintained, and the often computationally intensive determination can be carried out by the associated systems.
An example of programme-controlled demand determination can be found in pharmaceutical production or the food industry. Production plants here can often produce several item types and the production programmes are often planned weeks in advance. Based on the planned production volume and the known recipe, the required quantities of ingredients can be determined in advance.
C) Demand-driven planning
In some situations the demand for items cannot be determined with certainty and in advance and still the order must be placed before the customer order is received for the customer order to arrive in time. The future requirements are therefore uncertain in terms of both quantity and timing. This is also referred to as an independent system. Consequently, a forecast must be made in order to determine the future demand. In addition to the subjective estimate, which is usually made intuitively on the basis of an opinion about a presumed future demand, various stochastic forecasting methods exist for this purpose. Stochastic forecasting methods generally use historical data or sales forecasts to estimate future demand.
In inventory management the stochastic forecast is not necessarily better than an intuitive estimate. Generally, the more fluctuating and irregular the demand is, the more difficult it is to make an accurate forecast. Forecasting errors result in withdrawal overruns or replenishment time overruns for inventory. Before using a stochastic method, it should always be checked whether the prerequisites for the use of stochastic methods are met. Stochastic methods can only be used sensibly if the past data is adequate and reliable enough and the data remains sufficiently stable over time. Best practice in many cases is to combine the power of forecasting with the possibility to be overruled or complemented with non-historic information that can come from other data sources or a planner. Common methods of stochastic forecasting are averaging, exponential smoothing methods, and regression analysis.
While deterministic demand determination is mainly used for high-value items and items with high inventory costs, stochastic demand determination is often used for low-value common items and for auxiliary materials and supplies (tertiary demand).
An obvious example is the fashion industry, where production is well ahead of the selling season. Another example is the demand for standard screws or standard spare parts in manufacturing production facilities.
Step 2: Inventory planning – What level of inventory covers the demand?
After the determination of demand comes the inventory planning. Here, it is necessary to determine how the inventory should fluctuate over time so as to meet future requirements without violating limiting inventory restrictions. In other words, inventory planning defines inventory limits within which the inventory can change.
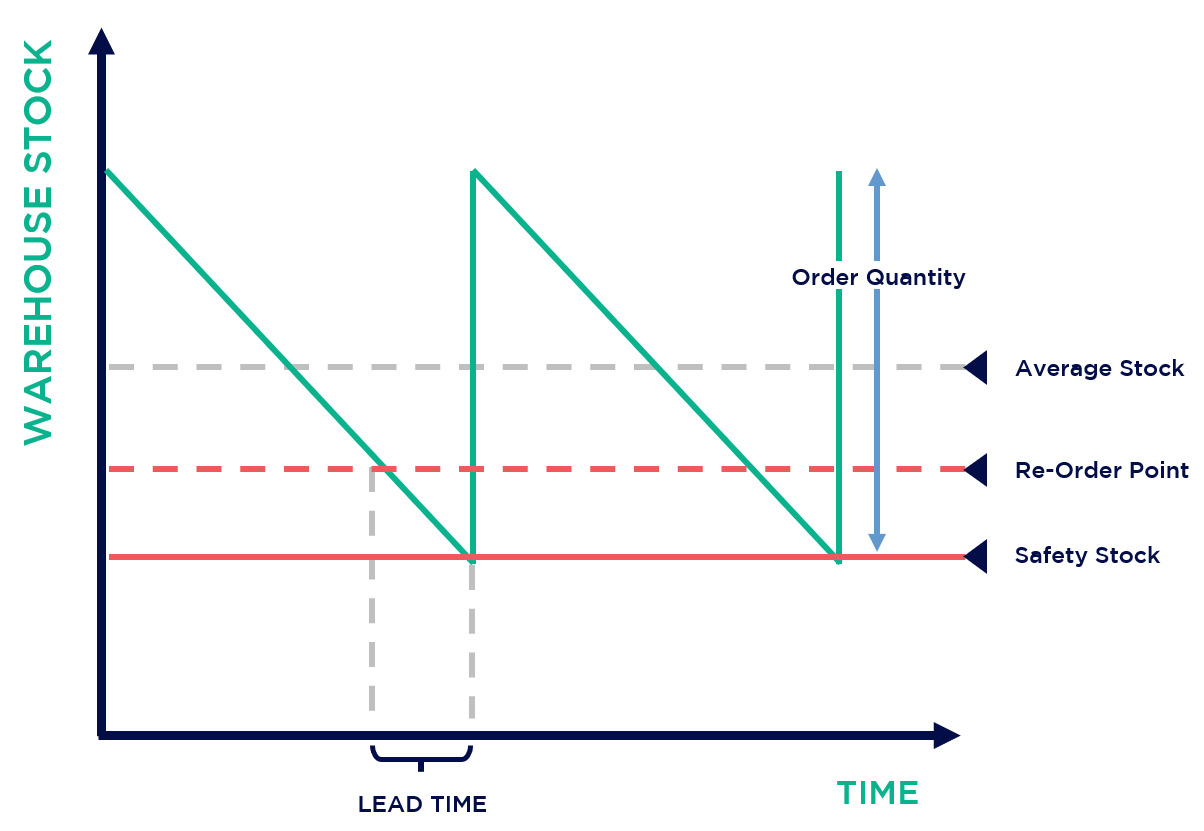
The most relevant inventory levels are:
- The safety stock, which guarantees the ability to deliver at a defined probability even under fluctuations
- The reorder point, which takes into account the demand and supply processes and specifies the reorder date to cover the period of time until an order is received
- The maximum inventory level that can be stored while respecting the storage restrictions
- The average inventory level, which is used to calculate working capital
Inventory planning determines the optimal safety stock as well as the reorder point taking into account stochastic or deterministic demand and supply processes.
- How much inventory should be kept as safety stock?
- When to reorder for replenishment of stock?
Depending on whether demand and supply behave deterministically or stochastically, there are different approaches to heuristic or exact calculation of inventories. In practice, it is important to check whether the prerequisites of the respective method are fulfilled; often heuristics provide easier to determine and sufficiently adequate answers.
Step 3: Procurement planning – How should I order to achieve the target inventory?
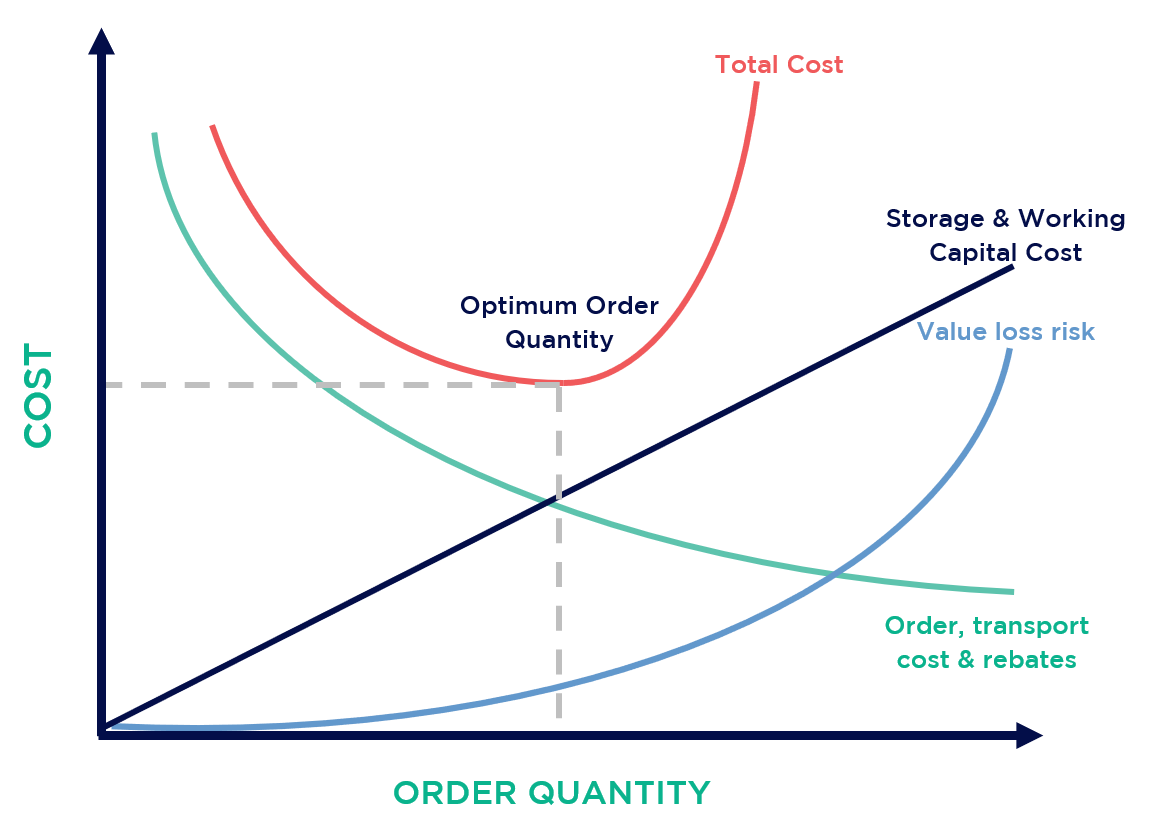
During procurement planning, the order policy is specified, which determines the reorder points and the order quantity with the help of suitable procedures for each item. In order to take into account all of the associated costs (order costs, order quantity discounts, storage costs, depreciation, etc.), lot-size optimisation methods are required, which combine required quantities from several periods into lot sizes in a cost-optimised manner. Here, again, there are various policies, heuristic methods, and models for determination – the choice of a suitable method should be examined and made on a case-by-case basis.
The procurement planning / order policy answers:
- How much should be ordered to replenish the stock?
- How often should it be ordered?
Optimising inventory management can generate significant cost savings, but the obligation to deliver and the complexity that quickly arises when there is a sufficiently large variety of items quickly results in a major challenge for logistics departments.
Since the procedures vary in complexity and suitability, among the most important decisions to make are: which items should undergo which inventory management procedure; and which items are kept in stock at all.
Tip 1: Should the item be included in the inventory & what kind of inventory management is useful?
Does it make sense to store all items and goods, and, if so, how should inventory be managed? Economically, an item should only be stored if the cost of shortages due to non-storage is greater than the cost associated with storage.
Importance:
The magnitude of the costs of item shortages is important. The cost of shortages can come in the form of, for example, waiting times or lost sales. In particular, compound effects should be taken into account. The consequences of a missing item in the supermarket when alternative items are available are probably much smaller than the consequences of a missing cheap screw, which disrupts the completion of a vehicle and therefore prevents its sale.
If the cumulative value share of the items is described in ascending order (Lorenz curve) as with the 80-20 principle, a comparison of different warehouses and industries shows that in warehouses that are more closely oriented towards the end consumer, the value concentration is distributed over more articles and the curve flattens out.
Plannability and frequency:
Secondly, with respect to timings, the consumption profile of the item is important. In the case of regular consumption, a delivery schedule synchronised with the item’s use can reduce the storage time or avoid it altogether. In the case of fluctuating and irregular consumption, holding an item in stock could lead to items being stored for a long time and, in the case of a high range of variation, in considerable quantities.
Selective inventory approach:
With the selective inventory approach, one can take both dimensions into account and thus decide which parts of the assortment should be stored and for these items what inventory management procedures should be used.
Producing item value statistics, item turnover statistics, or item profit contribution statistics allows you to determine the items that are of high importance to the company.
To take into account possible compound costs or interrelationships with other items, it is useful to supplement the item’s valuation with a ‘criticality’ value, especially in production warehouses.
For consumption-driven items, plannability can be determined from an analysis of historical item consumption and their demand patterns.
The decision on the storage of an item will also depend to a large extent on its consumption profile. With a regular and largely plannable consumption profile, a supply schedule synchronous with use is recommended; with an irregular, fluctuating consumption profile, individual, reactive procurement activities are best.
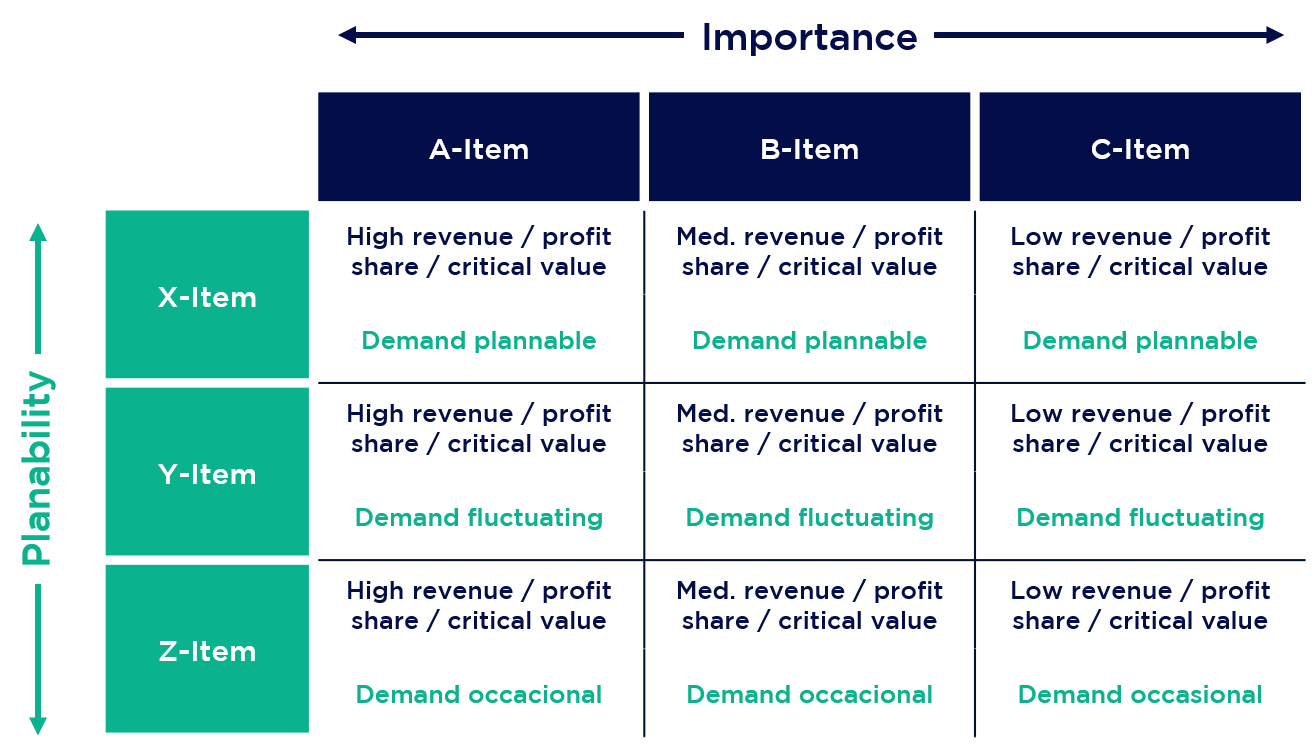
When using the ABC principle, A, B, and C items are treated differently within the entire range of inventory or within certain subranges. Therefore, the order process can run differently for each item class, the readiness for delivery can be high for some item classes and low for others, and the number of delivery points can be different too. For example, in a company that doesn’t use selective storage, it might be that all items are ordered in an eight-week cycle, but with ABC analysis, different order cycles can be maintained.
A meaningful division can be, for example:
- A/X: Plannable and important items could be managed though just-in-time supply chains or they could be handled through order-based inventory procedures with sufficient monitoring
- C/X Plannable and less important items can be managed safely and cost-effectively through consumption-based order procedures. Storage should be rather centralised at a few points in the network
- A/Z Less plannable but important items should be stored in sufficient quantities. Here, options such as consignment warehouses or customer-managed inventories offer a good alternative to guarantee delivery capability and keep costs low where necessary. Generally, storage is more local than for C/X items
- In most cases, occacional and unimportant articles should not be available in the assortment as stock items or, if they are, they should be stocked exclusively in a central warehouse
Tip 2: How do you evaluate inventory management performance?
Below, we provide insight into some methods for evaluating inventory management performance through the key dimensions of deliverability, cost, and performance.
Delivery capability issues:
- The analysis of stock-out over time as well as quantity and adherence to schedules in line with predefined α- or β-service levels provide information on the extent to which a warehouse deviates from strategic targets
- Analysis of documented exceptional orders (override order proposals, shortfall of safety stock, special announcements)
Inventory level – coverage analysis / inventory turnover analysis:
- An evaluation of the actual inventories can be carried out, for example, with a coverage analysis or inventory turnover analysis, which compares the inventories with the current sales/turnover
Assortment and layout procedure:
- An ABC/XYZ analysis and a comparison of the supply capability and inventory levels within the item classes to check compliance with the conceived assortment. Review of reorder point and safety stock levels, as well as the heuristic methods and forecasts used, to check errors in demand determination and inventory setting.
System reconciliation:
- A comparison of the ABC/XYZ analysis with the corresponding classification in your ERP system to check the accuracy of the data.
- Analysis of the parameters stored in the item master data (MRP procedures, reorder and safety stocks, planning data, ...)
Benchmarking of the above criteria at warehouse level within the same supply chain stage or of items within a warehouse in combination with interviews with the relevant logistics specialists usually allows for a quick identification of the pain points and a joint development of appropriate measures for improvement.
Conclusion and the role of digitalisation in inventory management
As customer requirements for delivery capabilities continue to grow and specialisation along the supply chain increases, so do the challenges for inventory management.
Through the use of technology and ongoing data acquisition, companies are able to effectively manage even the most complex supply chains and therefore gain a competitive advantage. The use of technology is the basis – the future will be decided by the increasing vertical and horizontal integration of adjacent systems. Vertically, all item movements and inventories along the supply chain will be known, from the supplier to the end customer. Horizontally, the actions and reactions of procurement, sales, marketing, and other functions will be involved in optimal inventory management.
In addition to solid data, however, the basis for these developments is above all having functioning methods and processes within the framework of inventory management. To optimise working capital and reduce costs, companies should invest today in appropriate strategic alignment, transparent performance measurement, and clear inventory management processes.
OCM helps you optimise and design your inventory management systems and processes, design your supply chain network or warehouse, and the corresponding digitalisation projects.
We would be happy to present our expertise and consulting modules in this regard or discuss concrete solutions based on your challenges.
Contact
Our project modules at a glance:
Logistics optimisation & Supply Chain Consulting modules
Logistics & SCM Opportunity Assessment
- Benchmarking & maturity testing
- Identification of opportunities & action plan
Transport Partner Management
- Transport partner strategy & professionalisation
- Securing resources and resource training design
Transport Tender
- Competition, effective transport tendering, fact-based negotiation
- Transport cost reduction
Freight & Logistics Tender
- Competitive pricing, quality, and performance assurance
- Individual weight-distance matrix
Warehouse Optimisation
- Efficient warehouse logistics & layout
- Optimised processes & working capital
Logistics Cooperation
- Optimising logistics through synergies
- Finding a fair and stable collaboration model
Route Optimisation
- Distance and route reduction
- Reduce resource & logistics costs
Supply Chain Network Optimisation
- Optimise delivery times, service levels, & processes
- Reduce working capital
Inventory & Order Management
- Optimal order quantity & stock on hand
- Optimise working capital
Fleet Optimisation
- Fleet concept tailored to requirements
- Cost optimisation
Supply Chain & Logistics Strategy
- Sustainable maximum value contribution of the supply chain
- Clear objectives, concrete measures
Digital Logistics Management & Reporting
- Information advantages in speed, scope, & significance
- Efficiency through automation, data integration & process simplification
Interim Supply Chain & Logistics Manager
- Rapid response: candidates within 48h
- Matching of requirements and assessment of suitability using logistics experts
- From dispatcher to logistics manager
Short-term staff shortage? Unexpected need for action?
Learn more






